



The PRR K-4s #1361
Steam Locomotive Restoration Project
Page 25
(This site is provided as a courtesy of the Altoona Railway Museum Club)
July 2006 K4 Update
These photographs were taken between January2006 and July 2006 by Charles Cantrell, 1361 Volunteer.
Web Update - January 2006 to July 2006
Detailed view of the new riveting inside the tender coal bunker.
View of the riveting on the rear of the slope sheet including new ladder and supports.
View of new ladder added to the cistern area to aid in inspecting the inside of the tender if needed.
Mounting the newly fabricated backup light support bracket.
Another view of the backup light support showing it’s location on the tender.
One of many pins being fabricated to replace those that have worn out.
A new gib being machined. Note the worn out gib in the foreground. It’s easy to see why new ones were necessary.
A side view of the gib machining process.
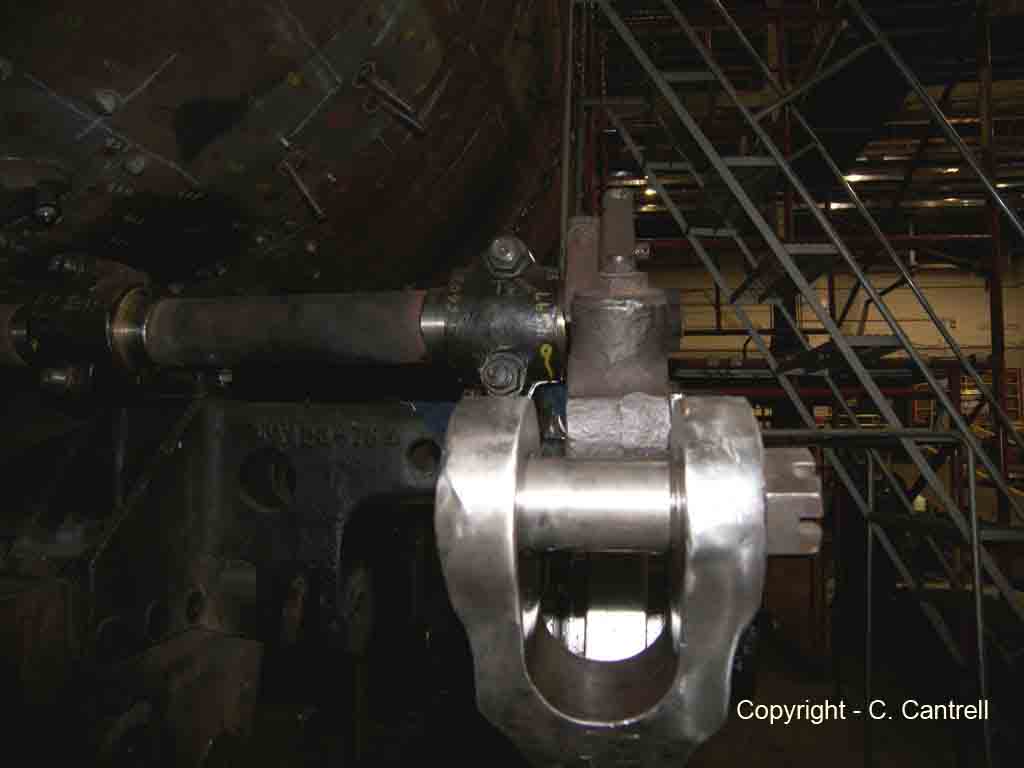
View showing the pulling bar pin bearing housing on the front of the tender frame. Note the damage due to rust and corrosion.
Another view of the bearing housing from the top.
A pallet containing the reworked spring hangers and crossheads.
The outer firebox sheet is mounted for initial fitting.
View of the new firebox side sheet and back-head.
View of the inside of the firebox showing the back-head braces.
The side rods are brought out of storage and about to undergo initial cleanup and polishing.
The eccentric cranks are set aside waiting cleanup and initial polishing.
Miscellaneous parts are brought out of storage either for cleanup or repairs prior to assembly.
The valve gear links and link blocks are brought out of storage. It was necessary to replace the link blocks with new ones due to wear. The new blocks were fabricated in the machine shop.
Rivet work on the tender truck bolsters. The rivets were replaced due to deterioration.
The new tender springs arrive from the manufacturer.
The tender trucks were turned upside down in order to replace defective rivets.
A view of the rivet work.
Volunteer Charles Cantrell polishing various valve gear components.
A view of the completed valve gear components after polishing.
Initial reassembly of the valve gear. This was performed to check for proper fit.
This view shows the misalignment between the lift shaft arm and the radius rod hanger on the fireman’s side of the locomotive. This is due to the correct realignment of the reverse shaft and a twisted lift shaft arm.
A side view of the reverse mechanism involved. Pictured are the lift shaft arm (top right), radius rod hanger (middle), and radius rod (bottom).
Several flue tubes are set in place to check for the proper distance between the front and rear tube sheets.
This view shows the misalignment between the lift shaft arm and the radius rod hanger on the engineer’s side of the locomotive. Again, this is due to the correct realignment of the reverse shaft and a twisted lift shaft arm.
Close up showing the bend in the lift shaft arm. This will have to be corrected before assemble can proceed.
An even closer view.
A view of the bent fireman’s lift shaft arm.
A view of the valve gear in general.
The rear tube sheet has been tack welded into place at this point of the boiler assembly.
The compressor hanger is brought out of storage.
The support gussets for the spring saddles, on the tender trucks, had to be repaired prior to installation of the saddles due to wear. Pictured here is the gusset after needle scaling to remove rust and other buildup. It was necessary to turn the truck upside down to do this repair.
Here you see the trucks with the saddles and springs installed after repairs.
The tender frame has a downward bow in the middle. A jack along with chains has been installed to force the frame back in the proper direction. This will take several weeks to accomplish if all goes well.
The tender tank and several other assemblies and parts are place on a flat car for relocation to the other side of the shop.
A close up view of the frame, chains, and jack.
The frame, after several weeks, is still trussed up in an effort to correct the bowed condition.
All, Thanks for enduring the delay on website updates. Future updates will be posted intermittently. Regards. The Webmaster.
Stay tuned for additional photographs of the PRR K-4s #1361 Restoration!!