



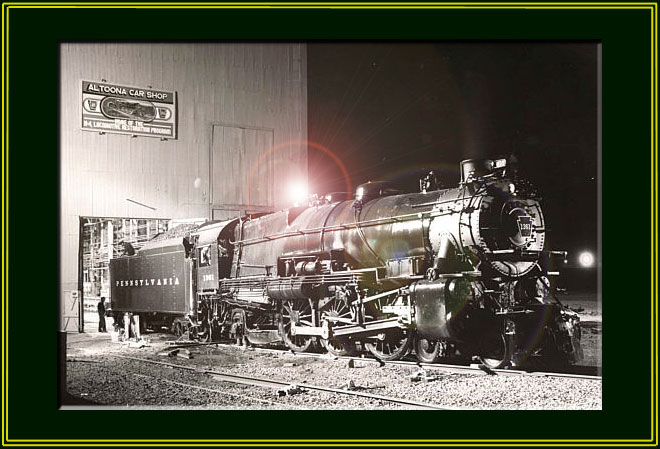
The PRR K-4s #1361
Steam Locomotive Restoration Project
Page 6
(This site is provided as a courtesy of the Altoona Railway Museum Club)
K4s report - 11 Apr 2001
Regarding the K-4 wheel work , which is being conducted at the Tennessee Valley Railroad Museum, Steve Freer wrote: "
A Week of Volunteer Work on K-4 1361
By Volunteer James N. Ward
"The first morning, April 28, 2001, Chris Ahrens introduced me to Roger Samuels who gave me an orientation session on volunteering at NPS Steamtown. Chris explained problems they were having with the lead on staybolt threads made on the Landis bolt threading machine. Since it is a long engagement thread; it must fit in the threads made by a long tap threading the firebox wall and then continue on to fit into the threads in the boiler wall. I tried various things to try to fix the problem during Monday and Tuesday. On Wednesday morning we agreed we could make an acceptable thread. I "set up" a Warner and Swazey turret lathe and during the remainder of Wednesday and on Thursday and Friday I made (45) 8 inch staybolt blanks and (30) 7 inch blanks that will be threaded later on the Landis. Late Friday afternoon I made a simple sleeve with an internal step for Jeff Miller as part of a tool he will make to buck flexible rivet heads without damaging them. I thoroughly enjoyed my week at Steamtown. I learned a lot of information about steam locomotives from Chris Ahrens as usual. Working with Jeff Miller and Brian Behe was great. Reliving the old days working a machine and making chips was interesting and enjoyable. The goal was to push 1361 closer to the door heading to Altoona and I feel a satisfaction that I did my little bit to accomplish that. I encourage other people to get off their couches and go pursue the same satisfaction at Scranton."
K4s report - Monthly 1361 Update from Mystery Reporter
Mon, 6 Aug 2001
"Hello all -- I made a trip to Scranton on Saturday the 4th. It was a very hot, muggy day, so I was happy when Jeff announced there would be no riveting! Instead, we spent most of the day installing the last two waist sheets beneath the boiler. Since my last trip there, Jeff and Bryan had bolted the brackets to which the waist sheets would be fastened to the boiler. The first sheet had already been temporarily installed using standard bolts, one in each corner. The first task of the day was to find and match the numbered bolts to the holes in that sheet. Each bolt is tapered to fit a specific hole. We used a pair of large tapered punches to locate the sheet and then proceeded to put the bolts into their corresponding holes. Meanwhile, another volunteer began turning more tapered bolts to fit the holes in the bottom of the sheet which would fasten it to the frame. Before lunch, we matched, installed and hand-tightened the bolts in the front sheet. Next we had to wrestle the rear sheet into place, and, again using the tapered punches, locate the holes and put the numbered bolts into the numbered holes. Just to give you an idea, the sheet is about 2 x 3 feet of half-inch plate, and we had to slide it in across the frame, turn it and then lift it into place. It was a little tight for two of us standing between the frames! After lunch, while Walt was making more tapered bolts, we got up on the scaffold and put the last two dozen flexible staybolt caps in place on the left side of the firebox. I mixed up a concoction of powered graphite and valve oil to the consistency of paste, which was applied liberally around each of the flexible staybolt head before we put the cap on. Theoretically, this will lubricate the rounded head of the flexible staybolt and let it move in the sleeve. When that was finished, we then went back to the waist sheets. By this time, we had enough tapered bolts to fasten the sheets to the frame. Jeff wanted the bolts drawn up as tight as possible. We were able to do some with the air impact motor, but for the rest, it was manual all the way. We had a slug wrench, which is designed to be struck with a soft hammer. So one guy whacked the handle of the wrench while the other pounded on the head of the bolt with another soft hammer. Primitive but effective! Jeff and Bryan, in the meantime, have been finishing off the staybolts inside the firebox. Each one has been cut off, hammered over, and seal-welded. Meanwhile, work seems to have come to a halt on the 2317. It was sitting exactly where it was the last time I was there. Don't know what's up with that. A decision has been made on 26, however. It needs a crown sheet, and the original plan was to remove the top of the boiler to reach the crown sheet. Now, however, they have decided to lift the boiler off the frame and turn it upside down, thus accessing the crown through the ashpan. That will be an interesting operation! Next trip will be at the end of August. As always, questions and comments welcomed. Cheers to all ............." (from PRR Talk, forwarded by Alexander D. Mitchell IV)
K4s report - Monthly 1361 Update from Mystery Reporter
Mon, 5 Nov 2001
"Another of our updates from Temporary 1361 Home of Scranton's Steamtown Workshop, as usual forwarded from the source: "We put in the last five rivets around the rear bottom washout, just forward of the combustion chamber. They were easy -- 7/8" by 4 inches. Then we went on to the big rivets through the mud ring to secure the patch in the front left bottom quarter of the firebox. Last week I had helped Jeff and Brian form the patch, and in the meantime Jeff had completed it, drilling and countersinking the rivets holes. The rivets are 7/8" by 8-3/8", passing through the wrapper sheet, the mud ring and the inside sheet. Their relatively small diameter and length made them somewhat of a problem, in that heating them enough to drive them made them soft. When we whacked them to knock the scale loose, they tended to bend, so Walt would have to hit them a couple of times to get them seated in the hole. Meanwhile, inside, Jeff was trying to form the heads into the countersink. They had to be countersunk because they are directly behind the grate bearers which are bolted to the inner sheet. We put in a dozen rivets, but only about half of them were good enough. The remainder will be removed and we'll try again. Meanwhile, down in Chattanooga, Al Phillips reports the following: "The wheels for the 1361 are being repaired. David Pugh has been repairing cracks while Doug removed a crank pin and bored the crank pin hole. Last week Dave & helpers heated up 3 tires and got 'em off without incident. We're now waiting for the axles. I think we're going to ship one wheel set off to Scott Lindsay, but don't know the details, etc. Today, Doug burnt out the crankpin that's going to be replaced. Doug was getting the quartering machine ready to bore the crankpin hole, but went home sick today. We have developed a program to properly index the wheel when we do the pins themselves. The left-hand lead makes it a pain, but we can deal with it. I don't know where they stand on getting the new axle(s) at this time. Doug will most likely be back next week, he's got a nasty cold & just feels miserable for now." (from PRR Talk, forwarded by Alexander D. Mitchell IV)
K4s report - 3 Dec 2001
"I have completed the week in Scranton working on the K-4. I finally got a formula for 3-wire measuring the Acme thread and made a gage to the minimum pitch diameter. I made a lapping fixture to mount the throttle bracket on the back wall and made several blind nuts. Till next time." By Volunteer James N. Ward
K4s report - Monthly 1361 Update from Mystery Reporter
Tue, 11 Dec 2001
"Once again, intrepid reporter at Scranton sez: "Hello all -- I made my final trip for 2001 to Scranton yesterday. Imagine my surprise when I walked behind the engine and found the backhead in place! I didn't think that would happen yet for a while. What was up was that Jeff had temporarily placed the backhead in order to fit a number of patches to the sides of the firebox. But it sure was good to see it where it belongs. There is still a fair amount of work that must be done inside the boiler before the backhead goes on for good. There are still several dozen big rivets to replace, and the brackets to which the long boiler braces are fastened at the front end of the firebox must still be permanently installed. Then there is the rear flue sheet, which won't be welded in until all the other stuff is done and we've put the dry pipe and other throttle parts inside the boiler barrel Our first task of the day was to put a half dozen more rivets through the mud ring and the patch in the front corner. This was the wrap-up of that project on which I worked last time I was in Scranton. That didn't take too long -- we were done before lunch! Driving up the long, small-diameter rivets is still a problem, however; two or three will have to be done again as the heads were too badly distended to be safe. After lunch, we began drilling through the mud ring for the rivets that will eventually hold the wrapper and door sheets to the mud ring. Once again, we had to improvise a drill press. This time we used a long piece of pipe to bear against the front of the fire box so that we could use the Morse taper screw on the air motor as a drill press. (The usual function of the screw is to drive out the drill bit or reamer which is taper-fit into the drill chuck.) This was a four-man job, requiring one guy to hold the forward end of the pipe against a wooden block at the front of the firebox, two to hold the heavy air motor and another on the outside of the firebox to eyeball the drill as it was about to break through. The bit was inserted from inside the firebox through the mud ring until it bumped against the wrapper sheet. As each hole was drilled, we would put a bolt/washer/washer/bolt through and tighten it up with an impact wrench so the wrapper sheet would not shift as we drilled more holes. It took us a little while to figure out a routine, but by the end of the afternoon, we had drilled 45 rivet holes. It was only as we were wrapping things up for the day that someone made the observation that we would have to repeat the entire process from the outside to drill the holes in the inner door sheet! We had some new recruits working with us Saturday, I'm happy to say. These were seven members of the Locomotive 35 Restoration Group from Long Island. They've decided to come to Scranton to learn the skills they will need as the restoration of their Long Island #35, a PRR-designed G-5 4-6-0, picks up momentum. As I was gathering up my stuff and clearing fresh snow off my car before leaving, 3254 and two coaches rolled by in the snowy dusk, down through the yard. I pulled out onto Washington Street and started down the hill. Looking up, I saw the engine come to a stop on the overpass, wreathed in steam. What a way to end the day, I thought to myself. And with that, friends, my 2001 reports from Scranton come to an end. I'll be back there in a few weeks, however, in a whole new year. Best wishes to all for the holidays and for a great 2002. Come visit us in Scranton, even if it's just to watch. " (from PRR Talk, forwarded by Alexander D. Mitchell IV)
Stay tuned for additional photographs of the PRR K-4s #1361 Restoration!!

(Railfest is a trademark of Railroaders Memorial Museum, Inc
. The logos for the Altoona Railroaders Memorial Museum is a trademark of the Railroaders Memorial Museum, Inc.
Photographs are by Chris Behe unless otherwise noted)






